半導体塗布工程に関する日本語明細書を年代別に3件読み、最新技術では「超臨界流体」を使用した工程が出てきたので、それについて調べていました。
そしたらなんと!以前、「初心者でも読めそう」と何気なく選んで読んだ特許明細書を調べていたときに出会った「毛細管現象」や「ラプラス圧」というキーワードと、ここで再会することになったのです。

もう1年も経つので内容はすっかり忘れていたので、もう一度深堀りし、今回のテーマに沿って理解したことをまとめました。
ただ…こういった内容って、複数のサイトをよみましたが、数式メインで説明されていて、私にはやはり苦手意識があるのか…わかりにくかったです。
数式で理解できたほうが早いとは思いますが、頭に残りにくいんですよね…。
イメージ理解だと時間はかかりますが、一度、因果関係含め理解できると忘れにくいと思います。
以下は自分が理解しやすいよう、イメージ理解でまとめました。
パターン崩壊のメカニズム
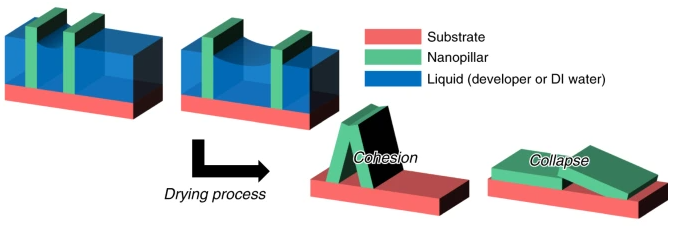
半導体製造では、現像・リンス後のウェハ上に細く背の高いレジストパターンが林立しています。乾燥中にこれらが互いに引き寄せられて倒れる現象をパターン倒壊(Pattern Collapse)といいます。
超臨界CO₂乾燥はこの倒壊を防ぐ技術ですが、なぜ通常の乾燥では倒壊するのでしょうか。
本記事では、表面張力・毛細管力・ラプラス圧のつながりを物理的なイメージから整理します。
Inki Kim, Jungho Mun, Wooseup Hwang, Younghwan Yang & Junsuk Rho
パターンが崩壊するときというのは、液体に完全に浸かっているときも、完全に乾燥した後でもありません。
危険なのは乾燥途中でリンス液がパターンの途中まで残り、気液界面(気体と液体が接する境界)が現れた瞬間です。
ここから一連の現象が始まります。
ここでいう液体とはリンス液のことです。
レジストのリンス液として使われる有機溶剤(現像後の洗浄・乾燥前処理)には、IPA(イソプロピルアルコール)があります。
水の表面張力が約72 mN/mなのに対し、IPAの表面張力は約21 mN/mと低く、レジストを溶かさず、かつ揮発性が高いため使われています。
(超臨界乾燥プロセスではIPAをさらにCO₂で置換します。)
レジストはIPAなどのリンス液をよく濡らします。
よく濡らす理由は、極性が似ているからです。
レジスト(フォトレジスト)は有機高分子で、主に炭素・水素・酸素からなる非極性〜弱極性の材料です。
有機溶剤も同様に非極性〜弱極性のものが多く、表面エネルギーが近いため接触角が小さくなり、よく広がります。
水は強い極性分子なので疎水性樹脂とは相性が悪く、接触角が大きくなります(弾かれる)。
この有機溶剤は、この濡れ性のためレジストパターン壁面を這い上がります。
その結果、液面は中央がへこんだ凹型メニスカスを形成します。(イメージ図↓)
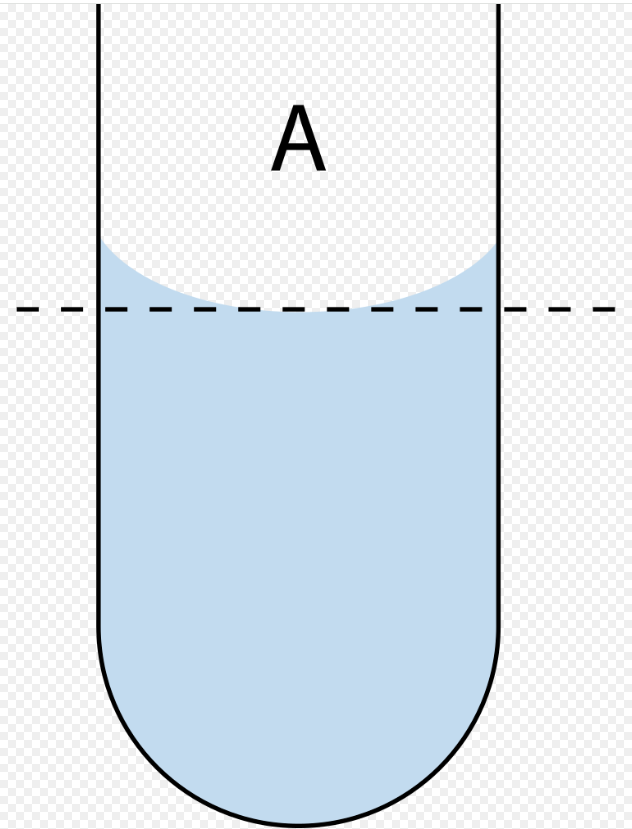
この曲線のある液面、それと表面張力がパターン崩壊に関係してきます。
表面張力とは何か
表面張力とはよく「表面積を小さくしようとする力」と説明されます。(前回の記事引用)
表面張力とは
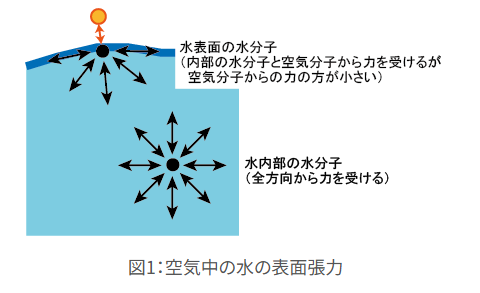
液体の水分子がどういう状態かというと、分子同士が水素結合で引き合っている状態です。
水の内部では一つの水分子は全方向から水素結合により力を受けていますが、液体表面の水分子は上方向、つまり空気と触れている部分には水分子がないのでその分力を受けておらず、エネルギー的に不安定な状態になっています。
https://www.cybernet.co.jp/ansys/learning/glossary/hyoumenchouryoku/ ここで化学の根本的な法則。
「物質は安定な状態(エネルギーが低い状態)を好む」
が働きます。
このままの状態ではエネルギー的に不安定なので、分子は安定な状態をとろうとします。
具体的には、不安定な状態の表面の面積を小さくしようとします。
水滴が球形をとるのも、球形という形は同じ体積の中でも最も表面積が小さい形だからです。丸くなることで、水は空気との接触面積を小さくしているのです。
他にもコップの水が縁で盛り上がったり、葉の上の水滴が丸くなったりする現象などがあげられます。
表面張力とは、液体や固体が、表面をできるだけ小さくしようとする性質のことをいいます。
ここで、この表面張力が働く向きについて考えてみました。
表面張力は液面に”沿って(接線方向に)”働きます。
ここでいう接線とは矢印ではなく一本の線をイメージします。
平らな液面では、左右のひもは一直線です。
←────────→
左右から同じ強さで引っ張り合うため、力は完全につり合います。
その結果、液面を上下に動かす力は生まれません。
しかし曲面では左右の接線方向が少しずつ異なるため、完全には打ち消し合いません。
凹メニスカス
↖ ↗
\________/
↑
平らへ戻そうとする合力
横向きの成分は互いに打ち消し合いますが、液面を平らに戻そうとする力の成分だけが残ります。
よって曲率が大きいほど左右の向きの違いが大きくなるため、平らへ戻そうとする力も強くなります。
ラプラス圧とは何か
ラプラス圧とは、液体の表面張力によって、曲面を持つ液体の内部と外部に生じる「圧力の差」のことです。
界面が曲がっている(曲率を持つ)ことで発生し、液滴を収縮させようとしたり、毛細管現象を引き起こしたりする原動力となります。
私はこのラプラス圧と表面張力の関係を理解するのに結構な時間を要しましたが、要は、
ラプラス圧は「表面張力によって引っ張られた結果として生じる圧力差」ではなく、
曲面を静止したまま維持するために必要な圧力差のことです。
表面張力は常に液面を平らにしようとしますが、実際には曲面が保たれています。(凹んでいますよね、メニスカス)
そのため、表面張力とつり合う圧力差が界面の両側に生じています。これがラプラス圧です。
毛細管力はどのように生まれるのか
表面張力は液面を平らにしたいのです。
\______/ → ______
つまり、液体を上へ持ち上げる方向に働いています。
この力のみが作用していると液面は動いて平らになりますが、実際にはメニスカスは凹型のまま止まっています。
ということは、この表面張力を打ち消す力が必要です。
そのためには、液体は高圧から低圧へ押されるので、液体側の圧力を少し低くして、外気側の圧力の方を高くする必要があります。
凹型メニスカスでは、液体内部の圧力は外気よりわずかに低くなります。
毛細管現象とは、細い管や隙間に入った液体が重力に逆らって自発的に上昇・浸透していく物理現象のことです。
細い管に入った液体は凹型メニスカスを形成し、液体内部の圧力が外気より低圧になります。液体の中で、低圧の界面付近と下側にあるもとの圧力である液体との圧力差により、液体は低圧側へ押し上げられます。
したがって、毛細管現象は「表面張力が液体を引き上げる現象」とも、「ラプラス圧による圧力差で液体が押し上げられる現象」とも説明できますね。どちらも同じ現象を、力と圧力という異なる視点から見ているだけです。
毛細管力とはこの現象を起こす力のことをいいます。
毛細管力の大きさは次の三つの要素で決まります。
① 液体の表面張力が大きいほど力は強くなる。
水(72 mN/m)やIPA(21 mN/m)はいずれもこの力が無視できないほど大きい。
② パターン間隔が狭いほど力は強くなる。
隙間が狭いほどメニスカスの曲がりが急になり、引っ張る力が増す。
微細化が進んだ先端プロセスでは間隔が数十nmにまで縮んでおり、毛細管力は著しく大きくなる。
③ 接触角(液体とパターン壁面のなじみやすさを表す角度)が小さいほど力は強くなる。
親液性が高い(よく濡れる)ほど接触角は小さく、毛細管力は大きくなる。
パターン倒壊のメカニズム
半導体のレジストパターンを乾燥途中に凹メニスカスが形成されると、表面張力によってラプラス圧(毛細管力)が生じます。
この圧力差(毛細管力)がパターン側面に横方向の力として作用し、細く背の高いパターンほど大きな曲げモーメントが発生します。
その結果、隣同士のパターンが引き寄せられて倒壊します。
超臨界乾燥が有効な理由
超臨界状態では気体と液体の区別がなくなるため、気液界面そのものが存在しません。
動画をみると驚きますが、本当に液面がないんですね!不思議だ、触ってみたい(無理だけど)
気液界面がなければメニスカスも形成されず、表面張力もラプラス圧も毛細管力も発生しません。そのため、乾燥してもパターン倒壊が起こらないのです。
まとめ
乾燥途中に気液界面が現れると凹メニスカスが形成されます。
表面張力は界面を平らに戻そうとし、その力とつり合うためにラプラス圧が生じます。
圧力差による毛細管力が細いパターンを横方向へ押し、高アスペクト比構造では倒壊につながります。
超臨界乾燥は気液界面そのものをなくすことで、この一連の現象を根本から防いでいるのですね。
毛細管力は通常、パターン倒壊を引き起こす「避けるべき力」と考えられていますが、
近年では、この力をあえて利用してナノピラーを意図的に倒し、サブ10 nmのナノギャップ構造を形成する「Capillary-force-induced collapse lithography(CCL)」という技術も提案されているようです!
欠陥ではなく加工技術にしてしまうとは、うーん、面白い。
ひとまず原理がわかったので、今度はこの超臨界流体をどのような装置で使用しているのか、明細書を読んでいきたいと思います。
参考資料
・電子情報通信学会「知識の森」S2群-4編-1章「ナノ加工技術」1-3節 EBナノ加工(生津英夫) Namatsu, H. et al., ・Applied Physics Letters, Vol. 66, p.2655 (1995).
・佐々木悠太、山崎智也、木村勇気「Liquid-Cell Transmission Electron Microscopy Observation of Two-Step Collapse Dynamics of Silicon Nanopillars on Evaporation of Propan-2-ol」ACS Applied Nano Materials、2022年6月22日公開、DOI: 10.1021/acsanm.2c01744
・Kim et al., “Capillary-force-induced collapse lithography for controlled plasmonic nanogap structures,” Microsystems & Nanoengineering, 2020. DOI: 10.1038/s41378-020-0177-8.






コメント